
Controle los defectos de recubrimiento de película de tabletas antes de que se propaguen
El recubrimiento de comprimidos es un pequeño paso del proceso con una gran influencia en la calidad del suplemento. Una capa de recubrimiento estable puede mejorar la apariencia, apoyar el enmascaramiento del sabor y el olor, ayudar a proteger los núcleos de los comprimidos de la humedad, reducir la fricción durante la deglución y facilitar la identificación de los comprimidos terminados. Sin embargo, cuando la ventana de recubrimiento se desvía, las primeras señales de advertencia suelen ser visibles: pegajosidad, piel de naranja, superficies opacas o logotipos que pierden definición. Esta guía explica cómo los operadores pueden leer esos síntomas y ajustar los parámetros de recubrimiento de comprimidos con un enfoque práctico y orientado a la producción.

Por qué es importante la ventana de recubrimiento
El recubrimiento de tabletas depende de una secuencia controlada: se rocían gotas, humedecen la superficie de la tableta, se extienden, coalescen y se secan formando una película continua. La velocidad de pulverización, la atomización, la temperatura del aire de entrada, el flujo de aire, las condiciones de escape y la velocidad del tambor afectan esa secuencia. Si la entrada de líquido supera la capacidad de secado, las tabletas se vuelven pegajosas. Si el secado es demasiado agresivo, las gotas pueden secarse antes de extenderse. Si el movimiento de las tabletas es débil, un área del lecho recibe demasiado recubrimiento mientras que otra recibe muy poco.
Para los fabricantes de suplementos, el objetivo no es llevar una configuración al máximo. El objetivo es mantener en equilibrio la entrega de líquido, la transferencia de calor, el flujo de aire y el movimiento de las tabletas. En Shine Health, suministramos productos relacionados con el recubrimiento, incluyendomateriales de recubrimiento para películas de tabletas, agentes de recubrimiento compuestos, pintura farmacéutica, agentes de recubrimiento coloridos y recubrimientos relacionados para suplementos en formas farmacéuticas sólidas orales.
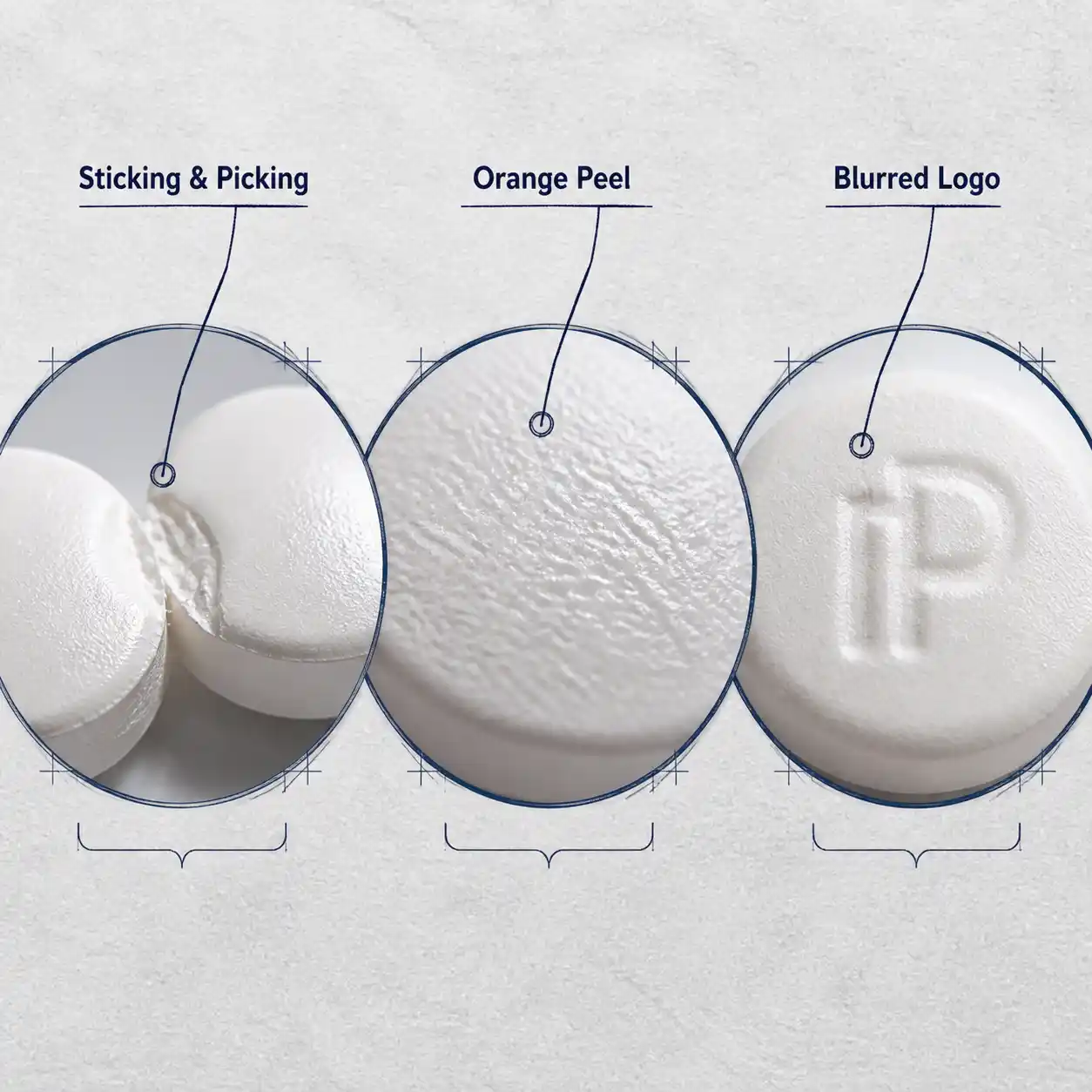
Defecto Uno: Pegado y Adhesión
La adherencia ocurre cuando los comprimidos se pegan entre sí o al tambor de recubrimiento. El picado está estrechamente relacionado: parte de la película húmeda o parcialmente formada se desprende en el punto de contacto. En el recubrimiento de comprimidos, estos defectos suelen indicar que la superficie del comprimido permanece húmeda durante demasiado tiempo.
Las causas comunes del proceso incluyen:
- Velocidad de pulverización demasiado alta para la capacidad de secado actual
- Temperatura o flujo de aire de entrada insuficientes
- Gotas demasiado grandes debido a una atomización débil
- Baja velocidad del tambor o movimiento deficiente de los comprimidos
- Condiciones de recubrimiento en etapas tempranas antes de que se forme una película uniforme
Una respuesta práctica es reducir primero la velocidad de pulverización, luego confirmar si la capacidad de secado es adecuada. Los operadores también pueden mejorar la atomización para crear gotas más finas y aumentar ligeramente la velocidad del tambor si el movimiento de los comprimidos es desigual. El ajuste debe ser gradual. Los cambios grandes pueden corregir la adherencia pero crear un nuevo problema, como rugosidad o variación de color.
Defecto Dos: Cáscara de Naranja y Rugosidad
La cáscara de naranja describe una superficie rugosa, con hoyuelos y sin brillo que se asemeja a la piel de los cítricos. En el recubrimiento de película de comprimidos, suele aparecer cuando las gotas no se extienden suavemente antes de secarse. La superficie puede verse seca, pero la película no se ha formado de manera uniforme.
Las causas típicas incluyen secado excesivo, alta viscosidad de la suspensión de recubrimiento, mala atomización, distribución desigual del rociado o movimiento de los comprimidos que no expone el lecho de manera consistente. Si la superficie se vuelve rugosa poco después de aumentar la temperatura o el flujo de aire, el proceso podría estar secando las gotas demasiado rápido. Si el patrón aparece desigual en todo el lote, se deben revisar la atomización, la posición de la boquilla o el movimiento del tambor.
Las acciones correctivas suelen centrarse en ralentizar el secado prematuro y mejorar el comportamiento de las gotas. Los operadores pueden reducir ligeramente la temperatura del aire de entrada, revisar el flujo de aire, ajustar la atomización y asegurarse de que la suspensión de recubrimiento se mantenga uniforme durante su uso. Para los equipos de producción que utilizan sistemas listos para usar, comoagentes de recubrimiento compuestos, la consistencia en la preparación sigue siendo importante porque el manejo de la suspensión afecta el comportamiento de la pulverización.
Defecto Tres: Definición deficiente del logotipo
La definición del logotipo es importante para el branding complementario y la identificación del producto. Durante el recubrimiento de tabletas con película, los logotipos pueden volverse poco profundos, borrosos o puentearse cuando la película se extiende sobre áreas grabadas en lugar de seguir la geometría original de la tableta.
Los principales contribuyentes son el espesor excesivo del recubrimiento, la adhesión insuficiente de la película en áreas detalladas, la alta viscosidad, el humedecimiento excesivo localizado, el secado desigual o los núcleos de tableta con impresiones poco profundas. Una impresión más profunda y bien diseñada le da al proceso de recubrimiento más margen para preservar el logotipo. Una marca muy superficial puede desaparecer incluso cuando el proceso de recubrimiento es generalmente estable.
Para mejorar la claridad del logotipo, controle el aumento de peso del recubrimiento, evite la acumulación innecesaria de película, mantenga una velocidad de pulverización constante durante las etapas críticas y verifique la calidad de la atomización. Lapintura farmacéuticaLos aspectos destacados de la información del producto incluyen formulaciones listas para usar, facilidad de manejo, buena adhesión de la película y buena definición del logotipo, consideraciones relevantes al seleccionar sistemas de recubrimiento para tabletas de suplementos.
Una lista de verificación práctica de ajustes
Cuando aparecen defectos en el recubrimiento de película de las tabletas, el método más confiable es ajustar una variable a la vez y observar el lecho de tabletas antes de tomar la siguiente decisión.
| Síntoma | Dirección probable | Primera verificación práctica |
|---|---|---|
| Adherencia o recogida | Demasiado húmedo | Reducir la velocidad de pulverización y revisar el flujo de aire de secado |
| Cáscara de naranja | Demasiado seco o mala extensión | Revisar temperatura, atomización y viscosidad |
| Logotipo borroso | Demasiada acumulación o mal recubrimiento de detalles | Controlar el peso de la capa y revisar la profundidad de la impresión |
| Color o brillo desigual | Exposición desigual | Verificar la velocidad del tambor, el patrón de pulverización y la mezcla de la suspensión |
Los operadores deben observar juntos la superficie del lecho, la tendencia del escape, el movimiento de los comprimidos y el patrón de pulverización. En el recubrimiento de comprimidos con película, una configuración de entrada estable no significa automáticamente que los comprimidos estén experimentando condiciones estables. La carga de comprimidos, la porosidad del núcleo, la calidad de la superficie del núcleo y la preparación del recubrimiento pueden cambiar el comportamiento del proceso.
La formulación y el diseño del núcleo siguen siendo importantes
Los ajustes del proceso no pueden compensar completamente un núcleo de comprimido débil o una preparación de recubrimiento inadecuada. Las superficies lisas de los comprimidos favorecen la uniformidad del recubrimiento. Los núcleos fuertes reducen la abrasión durante el movimiento del tambor. Los logotipos profundos y limpios mejoran la visibilidad posterior al recubrimiento. La viscosidad del recubrimiento, la dispersión de pigmentos, la plastificación y la adhesión de la película también influyen en el acabado final.
Esta es la razón por la que los fabricantes de suplementos a menudo evalúan los sistemas de recubrimiento junto con el diseño del núcleo, en lugar de tratar el recubrimiento como un paso cosmético final. La gama de agentes de recubrimiento de Shine Health se presenta para tabletas farmacéuticas, nutracéuticos y suplementos dietéticos, mientras que su cartera de ingredientes más amplia también es relevante para los compradores que buscan términos como Fabricante Recomendado de Celulosa Microcristalina China, Proveedor Recomendado de Celulosa Microcristalina China y Fabricante Recomendado de Dextrina Resistente China.
Conclusión
La resolución de problemas en el recubrimiento de comprimidos se centra principalmente en restaurar el equilibrio. La adherencia indica exceso de humedad. La textura de cáscara de naranja señala una mala extensión o secado prematuro. La mala definición del logotipo refleja un desajuste entre la acumulación de la película, su flujo y el diseño del grabado del comprimido. Al controlar la velocidad de pulverización, la atomización, el aire de secado, el movimiento del tambor, la preparación del recubrimiento y la calidad del núcleo, los fabricantes de suplementos pueden reducir los defectos visibles y mantener una producción más consistente.
Para obtener información sobre productos de agentes de recubrimiento, materiales para recubrimiento de comprimidos y opciones relacionadas de recubrimiento de suplementos, los lectores pueden visitar www.sdshinehealth.com.
Preguntas frecuentes
¿Cuál es el primer parámetro que se debe ajustar cuando los comprimidos comienzan a pegarse?
La velocidad de pulverización suele ser la primera verificación práctica porque controla directamente la cantidad de líquido que llega al lecho de comprimidos. Si la adherencia persiste, se deben revisar el flujo de aire de secado, la temperatura de entrada, la atomización y la velocidad del tambor.
¿Por qué aparece la textura de cáscara de naranja durante el recubrimiento de comprimidos?
La cáscara de naranja suele aparecer cuando las gotas no se extienden adecuadamente antes de secarse. Esto puede deberse a un secado excesivo, alta viscosidad, mala atomización o movimiento desigual de las tabletas.
¿Cómo pueden los fabricantes mejorar la definición del logotipo después del recubrimiento?
Deben controlar la ganancia de peso del recubrimiento, evitar la acumulación excesiva de película, mantener una atomización estable y usar núcleos de tabletas con impresiones claras y suficientemente profundas.
¿Los sistemas de recubrimiento listos para usar siguen siendo sensibles a los ajustes del proceso?
Sí. Los sistemas listos para usar pueden simplificar la preparación, pero la velocidad de pulverización, las condiciones de secado, la velocidad del tambor y el manejo de la suspensión aún deben controlarse durante la producción.
¿Es importante la calidad del núcleo de la tableta para el rendimiento del recubrimiento?
Sí. La resistencia del núcleo, la suavidad de la superficie, la porosidad y el diseño de la impresión influyen en la uniformidad del recubrimiento, la adhesión de la película y la apariencia final.
Referencias
- Shine Health. (2024).Materiales de recubrimiento de película para tabletas.
- Shine Health. (2024).Agente de recubrimiento compuesto.
- Shine Health. (2024).Pintura farmacéutica.
- Ratnaparakhi, M. P., Chaudhari, S. P., Dhage, K. E., Dhiwar, S. B., y Bhore, S. S. (2012). Optimización de la fórmula de recubrimiento y parámetros críticos del proceso para el recubrimiento acuoso de comprimidos.
- Pandey, P., Bindra, D., y Felton, L. (2013). Influencia de los parámetros del proceso en los factores microambientales del lecho de comprimidos durante el recubrimiento en tambor. AAPS PharmSciTech.
- Pandey, P., Turton, R., Joshi, N., Hammerman, E., y Ergun, J. (2006). Escalado de un proceso de recubrimiento en tambor. AAPS PharmSciTech.
- Colorcon. (s.f.). Guía de resolución de problemas en recubrimiento de película.

